131 1300 0010
內(nèi)置元器件PCB是指將電阻、電容等元器件埋入PCB內(nèi)部形成的產(chǎn)品,有效縮小連接引線長(zhǎng)度,減少表面焊接元器件及焊接數(shù)量,確保焊接品質(zhì);同時(shí)能有效保護(hù)元器件,減輕元件間的電磁干擾,保證信號(hào)傳輸穩(wěn)定性,提高IC性能。傳統(tǒng)的內(nèi)置元器件PCB制作工藝存在內(nèi)層棕化膜高溫變色、棕化后停留時(shí)間超24小時(shí)導(dǎo)致壓合分層的品質(zhì)風(fēng)險(xiǎn)。本文分析了現(xiàn)有內(nèi)置元器件PCB加工工藝的缺點(diǎn),提出覆蓋膜保護(hù)方式內(nèi)置元器件PCB工藝,有效改善上述工藝難點(diǎn),提升產(chǎn)品品質(zhì)。
內(nèi)置元器件PCB將電阻、電容等元器件埋入PCB內(nèi)部,有效解決傳統(tǒng)PCB板面小無(wú)法滿足更多元器件的貼片需求,以及傳統(tǒng)PCB貼片后,元器件外置,彼此間形成電磁干擾,容易受到外部因素?fù)p傷元器件造成報(bào)廢的問(wèn)題。
內(nèi)置元器件PCB傳統(tǒng)加工流程為:芯板開(kāi)料→內(nèi)層圖形制作→選擇性表面處理→棕化→貼元器件→芯板清洗→烘烤→壓合→正常多層板制作,元器件間隙通過(guò)半固化片流膠填充。
傳統(tǒng)工藝的主要問(wèn)題有:
(1)芯板焊盤(pán)先化金、棕化后貼片流程,棕化有效時(shí)間為24小時(shí),貼片耗時(shí)長(zhǎng),容易超出棕化時(shí)效,導(dǎo)致層合分層;
(2)芯板棕化膜回流焊后高溫變色,如圖1所示;
(3)返工棕化造成錫膏表面變黑,如圖2所示,導(dǎo)致錫膏與半固化片流膠結(jié)合處出現(xiàn)縫隙,壓合品質(zhì)無(wú)法保證。雖然目前并未有棕化膜變色而導(dǎo)致產(chǎn)品功能性異常的問(wèn)題發(fā)生,但為確保產(chǎn)品品質(zhì)、消除客戶疑慮,確保產(chǎn)品可靠性,找出變色真因及改善方法是當(dāng)前重要課題。

圖1 棕化膜高溫變色

圖2 錫氧化變黑
本文從傳統(tǒng)制作流程分析產(chǎn)品的工藝難點(diǎn),提出覆蓋膜保護(hù)方式內(nèi)置元器件PCB新工藝,對(duì)傳統(tǒng)制作工藝進(jìn)行改善和優(yōu)化,提升產(chǎn)品壓合品質(zhì),從而實(shí)現(xiàn)產(chǎn)品高可靠性的加工生產(chǎn)。
問(wèn)題分析
一、棕化超時(shí)失效
棕化是指對(duì)內(nèi)層芯板進(jìn)行銅面處理,在內(nèi)層銅箔表面進(jìn)行微蝕的同時(shí)生成一層極薄的均勻一致的有機(jī)金屬轉(zhuǎn)化膜[1]以提升多層線路板在壓合時(shí)銅箔和環(huán)氧樹(shù)脂之間的接合力。棕化處理的兩個(gè)關(guān)鍵步驟反應(yīng)式如(1)、(2)所示:
蝕銅反應(yīng):
Cu+H2SO4+H2O2→CuSO4+ 2H2O (1)
成膜反應(yīng):
Cu2+ + CuA +B → 有機(jī)金屬轉(zhuǎn)化膜 (2)
其中A表示氧載體,B表示能與銅氧化物生成有機(jī)金屬轉(zhuǎn)化膜的化合物,棕化處理過(guò)程如圖3所示。
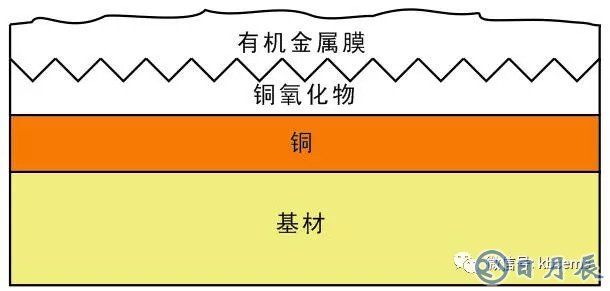
圖3 棕化處理過(guò)程

圖4 棕化超時(shí)導(dǎo)致層壓分層
芯板焊盤(pán)先化金、棕化后貼片,芯板棕化后必須在24小時(shí)內(nèi)壓合,但是貼片耗時(shí)長(zhǎng),容易超出24小時(shí),會(huì)導(dǎo)致棕化失效,壓合結(jié)合力下降,導(dǎo)致分層,如圖4所示。
二、棕化膜高溫變色
棕化生成的有機(jī)金屬轉(zhuǎn)化膜呈暗棕色,但是芯板經(jīng)過(guò)無(wú)鉛回流焊爐后,裸露的棕化膜會(huì)由暗棕色變?yōu)樗{(lán)紫色。
取5張100mm×150mm的覆銅板,分別標(biāo)記為1、2、3、4和5,覆銅板1正常棕化后不烘烤,覆銅板2、3、4、5正常棕化后分別按240℃、250℃、260℃、270℃烘烤3min,棕化層顏色變化如圖5所示:
當(dāng)溫度達(dá)到270℃時(shí),棕化層最終失效,棕化層成分隨溫度變化而變化的比例如圖6所示:[2]
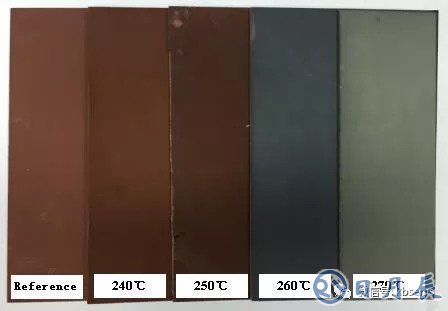
圖5 棕化表面隨溫度變化趨勢(shì)
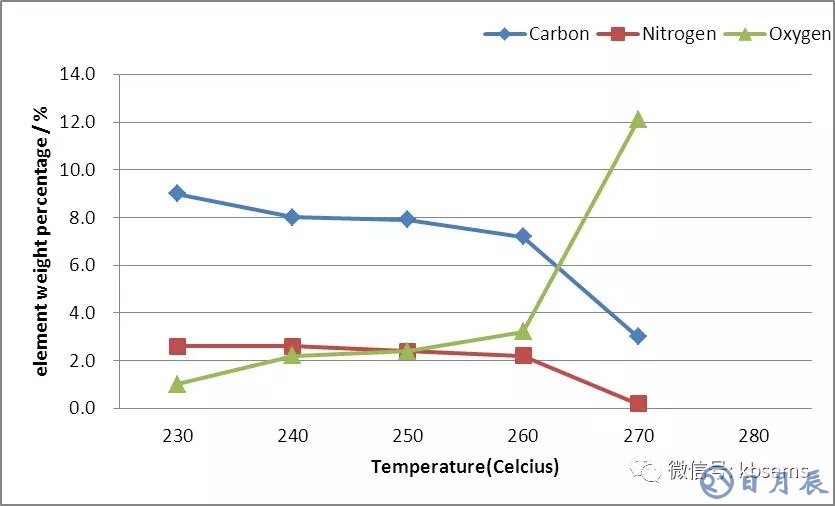
圖6 棕化成分隨溫度變化
通過(guò)上述分析得到,棕化膜變色主要原因是棕化層隨著溫度的變化被氧化。
為得到棕化膜變色對(duì)產(chǎn)品壓合品質(zhì)的影響,設(shè)計(jì)對(duì)比試驗(yàn),取4張250mm×300mm的1oz銅箔,分別標(biāo)記為1、2、3和4,銅箔1正常棕化后不烘烤,銅箔2、3、4正常棕化后分別按230℃、250℃、270℃烘烤3min,取1080半固化片將銅箔反壓在0.8mm厚度的芯板上,即銅箔光面與半固化片接觸壓合,壓合后制作3.18mm寬度的剝離強(qiáng)度測(cè)試條進(jìn)行測(cè)量,測(cè)試數(shù)據(jù)如圖7所示:
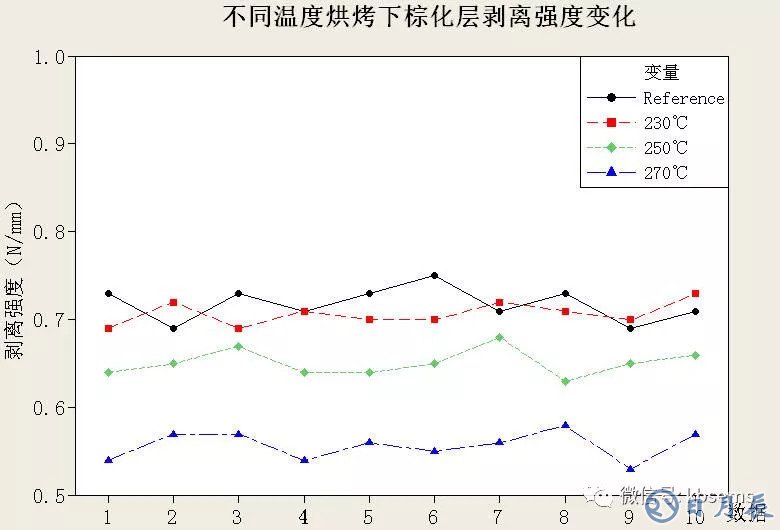
圖7 不同溫度烘烤后棕化層剝離強(qiáng)度變化趨勢(shì)
通過(guò)數(shù)據(jù)分析,當(dāng)棕化膜經(jīng)過(guò)270℃烘烤后再壓合,棕化膜的剝離力只有0.54-0.58N/mm,不滿足IPC標(biāo)準(zhǔn)(≥0.625N/mm),極大的影響了后工序的壓合品質(zhì),增大了企業(yè)的制作風(fēng)險(xiǎn)。
三、 錫膏變黑
芯板貼片后返棕化,能解決棕化膜高溫變色的問(wèn)題,但是會(huì)導(dǎo)致錫膏變黑,導(dǎo)致錫膏與半固化片流膠結(jié)合處出現(xiàn)縫隙,壓合品質(zhì)無(wú)法保證,影響產(chǎn)品可靠性。
錫膏棕化變黑的主要原因是錫及其氧化物與棕化線的酸性藥水產(chǎn)生反應(yīng),生成氧化亞錫(黑色固體)和硫酸亞錫(裸露在空氣中氧化變成微黃色)[3],主要反應(yīng)式如(3)、(4)、(5)所示:
Sn + Na2(SO4)2+ H2O → Na2SO4 + SnO(黑色固體) + 2H2SO4 (3)
SnO2+H2SO4→SnSO4+H2O (4)
2SnSO4 + 2H2O →(SnOH)2SO4↓(微黃色堿式鹽) + H2SO4 (5)
錫遇酸反應(yīng)生產(chǎn)的化合物顆粒較大,吸附在錫膏表面,壓合后熱沖擊容易出現(xiàn)裂縫,如圖8所示:

圖8 錫膏區(qū)域熱沖擊情況(左:結(jié)合OK;右:結(jié)合NG)
通過(guò)上述3個(gè)問(wèn)題點(diǎn)分析,需要設(shè)計(jì)中間介質(zhì),能與芯板線路進(jìn)行壓合,具有一定耐高溫能力,保護(hù)棕化膜進(jìn)行回流焊;同時(shí),能與半固化片進(jìn)行壓合并結(jié)合良好,避免壓合分層的問(wèn)題。參考剛撓結(jié)合板工藝,覆蓋膜具有一定的耐高溫、耐酸堿能力,有效與半固化片、芯板線路進(jìn)行壓合,結(jié)合力好,滿足上述要求。同時(shí),覆蓋膜的環(huán)氧樹(shù)脂層能有效填充芯板線路,提升芯板表面平整度,使得后續(xù)總壓過(guò)程中,半固化片的流膠更加充分的填充元器件間隙,提高生產(chǎn)板平整度。
試驗(yàn)設(shè)計(jì)
使用覆蓋膜保護(hù)棕化,對(duì)傳統(tǒng)的貼片芯板制作流程進(jìn)行優(yōu)化,提出新工藝,具體如下:

剛性板棕化后壓合覆蓋膜,有效保護(hù)棕化膜,解決貼片芯板線路棕化膜高溫變色、棕化超時(shí)的不良問(wèn)題,由于覆蓋膜的保護(hù),不需要返工棕化,避免了錫膏變黑的問(wèn)題,確保芯板壓合品質(zhì)。

圖9 覆蓋膜保護(hù)方式內(nèi)置元器件PCB層壓結(jié)構(gòu)圖
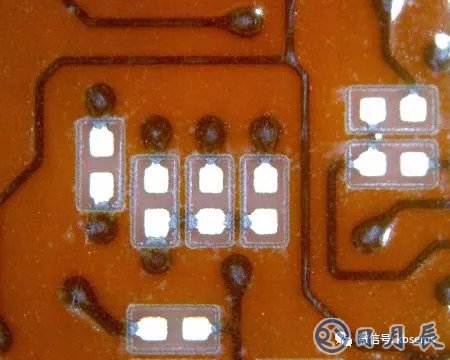
圖10 覆蓋膜保護(hù)化金
覆蓋膜保護(hù)方式內(nèi)置元器件PCB層壓結(jié)構(gòu)如圖9所示,芯板L4層需要貼片,完成線路制作、棕化后壓合覆蓋膜和化金,化金效果如圖10所示,清洗后隔干凈白紙轉(zhuǎn)移貼片生產(chǎn),貼片效果如圖11所示。貼片后使用成品清洗機(jī)進(jìn)行清洗,清洗后烘烤去除水分,烘烤條件為:85℃、60min,烘烤后進(jìn)行等離子處理,確保產(chǎn)品壓合品質(zhì),完成壓合后按常規(guī)流程制作。
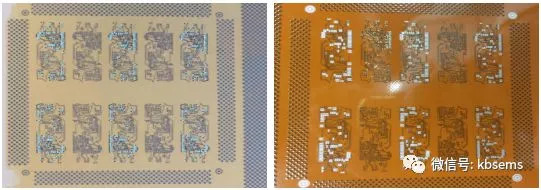
圖11 不同工藝SMT效果(左:傳統(tǒng)工藝;右:覆蓋膜保護(hù)工藝)
芯板壓合覆蓋膜后,由于覆蓋膜環(huán)氧樹(shù)脂膠的填充,增強(qiáng)了貼片芯板表面平整度,使得芯板在總壓過(guò)程中,半固化片的流膠更加充分的填充元器件間隙,提高生產(chǎn)板平整度。
測(cè)試驗(yàn)證
按上述新工藝制作產(chǎn)品,對(duì)其進(jìn)行平整度、熱沖擊、間隙填膠及電氣性能測(cè)試,結(jié)果如下:
(1) 平整度:采用九格測(cè)試方法測(cè)量壓合后板厚數(shù)據(jù),如圖12和圖13所示,試樣壓合厚度均勻性一致,差異小,極差0.046-0.064mm,滿足品質(zhì)要求;

圖12 九格板厚測(cè)試圖示

圖13 試板平整度數(shù)據(jù)
(2) 耐熱性能:熱沖擊288℃,10s,3次,覆蓋膜壓合區(qū)域未出現(xiàn)分層爆板,如圖14所示;
(3) 壓合品質(zhì):內(nèi)置元器件間隙填膠充分,無(wú)空洞,外觀無(wú)變形,如圖15所示;
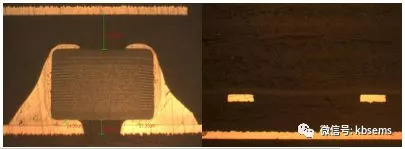
圖14 熱沖擊效果(左:元器件位置;右:覆蓋膜位置)

圖15 壓合效果
(4) 電氣性能:在芯板貼片、產(chǎn)品完成制作后使用數(shù)字電橋測(cè)試儀進(jìn)行電容、電阻測(cè)試,通過(guò)對(duì)比容值及阻值的變化來(lái)判斷層壓對(duì)內(nèi)置元器件的影響。

圖16 貼片后、成品后電容值變化
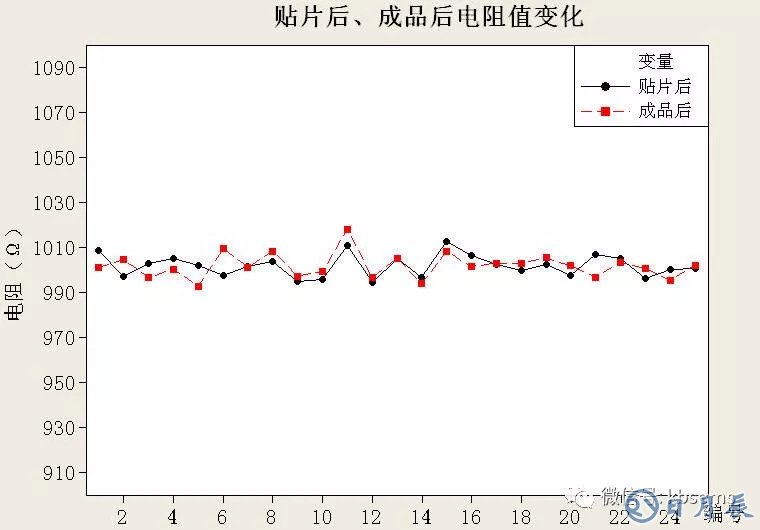
圖17 貼片后、成品后電阻值變化
如圖16和圖17所示,元器件在貼片、完成后的電容值和電阻值未產(chǎn)生明顯變化,數(shù)值穩(wěn)定,判定合格。針對(duì)試驗(yàn)測(cè)試數(shù)據(jù),需要注意的是:測(cè)試數(shù)據(jù)無(wú)法反饋高溫高壓對(duì)元器件的壽命、穩(wěn)定性等其它性能的影響。
根據(jù)測(cè)試的數(shù)據(jù)及結(jié)果,產(chǎn)品各項(xiàng)性能滿足品質(zhì)要求,優(yōu)化可以。
針對(duì)傳統(tǒng)內(nèi)置元器件PCB產(chǎn)品加工出現(xiàn)的技術(shù)難點(diǎn),分析原因,提出覆蓋膜保護(hù)方式新工藝,對(duì)產(chǎn)品制作工藝進(jìn)行優(yōu)化。采用覆蓋膜能有效解決產(chǎn)品加工中出現(xiàn)的芯板棕化膜回流焊高溫變色、貼片超出棕化時(shí)效24小時(shí)、錫膏氧化變黑等導(dǎo)致層壓分層的不良問(wèn)題,保證壓合品質(zhì),提升產(chǎn)品可靠性。
本文簡(jiǎn)述的覆蓋膜保護(hù)方式內(nèi)置元器件PCB制造工藝的研究?jī)H供同行借鑒和參考,不足之處請(qǐng)大家指正。

